Willkommen in der Welt des Präzisionshandwerks! In unserem neuesten Artikel “Drehen an der Uhrmacher-Drehmaschine” beleuchten wir die Feinheiten und Herausforderungen des Uhrmacherdrehens. Von der Wahl der idealen Drehfrequenz bis zur Kunst, Werkstückoberflächen zu gestalten. Entdecke die Technologien und Praktiken, die die Zeitmesser zum Leben erwecken. Erfahre, warum die richtige Schnittgeschwindigkeit das Herzstück eines erfolgreichen Drehens ist und wie verschiedene Schneidstoffe die Ergebnisse beeinflussen. Wir tauchen ein in die Welt der Uhrenwerkstatt und teilen praktische Ratschläge, die Uhrmacher seit Generationen nutzen. Ob klassischer Werkzeugstahl oder modernes Hartmetall – finde heraus, wie diese Materialien die Kunst des Uhrmacherdrehens geformt haben. Begleite uns auf dieser spannenden Reise in die Vergangenheit und Gegenwart der Uhrmacher-Drehmaschine, um zu verstehen, wie jedes Detail tickende Meisterwerke formt. Die Uhrmacherdrehbank ist in der Regel klein und kompakt und verfügt über eine Vielzahl von Werkzeugen und Vorrichtungen, um feine und komplexe Arbeiten durchzuführen.
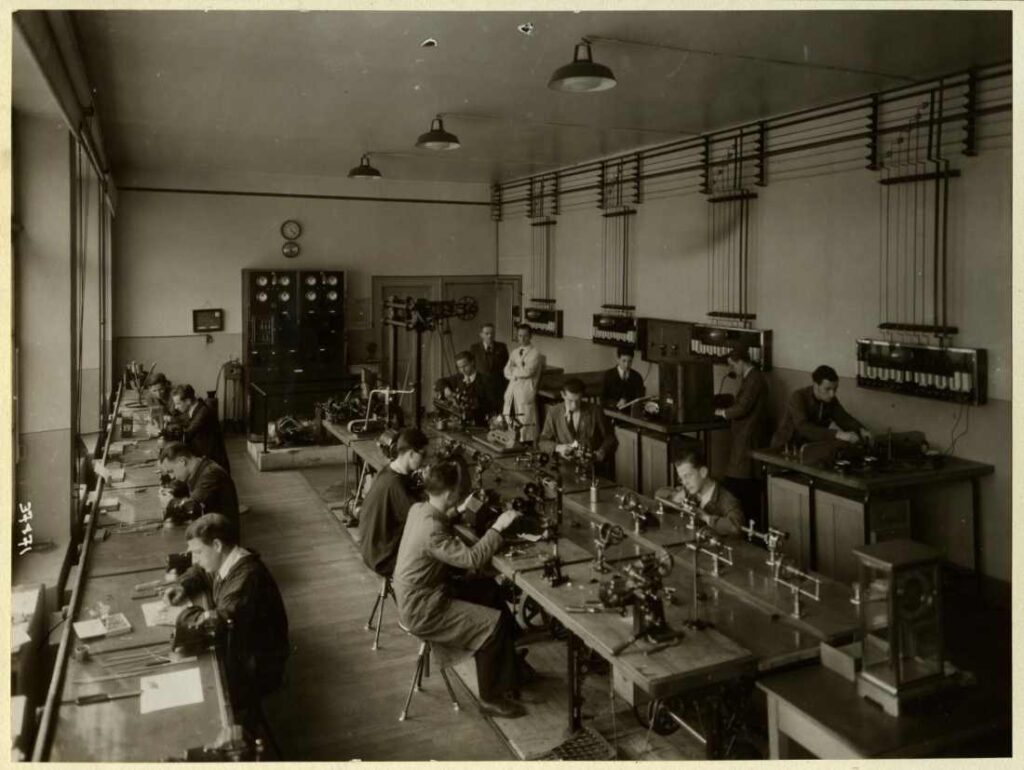
Drehen in der Uhrenfabrik um 1900. Drehen in der Uhrmacherei
Die Wahl der richtigen Drehzahl
Ach natürlich: Drehzahl ist ein veralteter Begriff – Drehfrequenz das ist moderner (Da lacht das Herz des Technologen!).
Nun aber ein paar nötige Vorbetrachtungen. Beim Drehen, wie auch bei allen anderen Fertigungsverfahren, geht es um Prozesse, deren Eingangs- und Ausgangsgrössen betrachtet werden wollen. Es soll aber nicht zu kompliziert werden:
Eingangsgrössen sind die
Motorleistung M,
die Drehfrequenz (-zahl) n,
der Vorschub, f,
die Schnitttiefe/Zustellung a,
Werkstoff,
Schneidstoff,
Winkel an der Schneide (Spanwinkel gamma, Keilwinkel beta, Freiwinkel alpha u. a.),
u. a. –
Ausgangsgrössen sind
Werkstückoberfläche,
Maßhaltigheit,
Schnittkraft,
Spanbildung,
Spanform
u. a.
Diese Vielzahl von Parametern zeigt schon, wieviel wir beim Drehen einfach nur nach Gefühl optimieren können und auch müssen. Ist aber der Spanfluss gut, und die Werkstückoberfläche so wie wir sie haben wollen, dann haben wir vermutlich instinktiv alles richtig gemacht. Doch ein paar Anhaltspunkte können nicht verkehrt sein!
Eine der wichtigsten Grössen beim Spanen ist die Schnittgeschwindigkeit . Drehen wir blauharte Stahl mit einem Werkzeugstahl-Drehmeissel, so beträgt sie ca. 10 m/min, arbeitet man mit Schnellarbeitsstahl HSS, erhöht sich der Wert auf ca. 20 m/min und mit Hartmetall (HM z. B. P10) auf ca. 40 m/min. Wir merken uns:
Je härter der Schneidstoff, desto größer kann die Schnittgeschwindigkeit gewählt werden! Doch Vorsicht: HM-Meissel sind teilweise sehr schlagempfindlich – jeder Schneidstoff hat seine Vor- und Nachteile!
Was ist denn aber die Schnittgeschwindigkeit? Das gleiche wie die sog. Umfangsgeschwindigkeit, also die Geschwindigkeit, die ein Punkt am Umfang eines rotierenden (drehenden) Körpers hat. Da sich die Geschwindigkeit aus Weg pro Zeit zusammensetzt, erhalten wir:
v = s/t
Beim Rotationskörper steckt der Weg im Kreisumfang (Durchmesser • ¼) und die Zeit in der Drehfrequenz n in 1 pro Minute. Damit haben wir jetzt:
Schnittgeschwindigkeit
vc = d x π x n
Stellen wir diese nach der Drehfrequenz um, können wir jede “Drehzahl” berechnen:
Drehfrequenz
n = vc/dπ
Wobei vc in mm/min einzusetzen ist, damit die Gleichung aufgeht (da der Ø in mm angegeben wird).
Ein Beispiel Ein Zapfen mit einem Ø 1,2 mm wird mit einem Werkzeugstahl-Drehmeissel bearbeitet. Wie groß ist die einzustellende Drehfrequenz?
Lösung: geg.: vc = 10 m/min = 10.000 mm/min, d = 1.2 mm ges.: n
n = 10.000 mm/min : 1,2 mm π = 2.653 1/min ein realistischer Wert!
Was passiert aber, wenn wir einen kleinen Zapfen von nur 0,12 mm Durchmesser drehen wollen? Wir erreichen sofort die Grenze der Uhrmacher-Dreherei! Die Maschine müsste rechnerisch eine Drehzahl n = 26.530 1/min haben, um eine saubere Arbeit vollenden zu können. Keine in der Werkstatt gebräuchliche Uhrmacher-Drehmaschine erreicht nur annähernd diesen Wert! In der Regel ist bei ca. 5000 1/min die Leistungsfähigkeit erreicht, zumindest bei Maschinen mit Gleitlagern. In wie weit sich die Drehzahlen bei Drehmaschinen mit Wälzlagern (“Kugellager”) erhöhen lassen, ist mir nicht bekannt.
Wie werden nun diese technologischen Probleme von den Uhrmachern seit vielen Jahrzehnten gelöst?
Die Kategorie Drehen in der Uhrmacherei zeigt Ihnen fast alle Uhrenbücher auf, die sich mit dem Drehen befassen. Insbesondere das von mir überarbeitete (2021) Jendritzki-Buch “Der Uhrmacher an der Drehbank” bietet einen guten Überblick und zeigt fast alle gebräuchlichen Dreharbeiten der Uhrmacherei. Hier finden Sie auch interessante Bilder der Vector-Drehmaschine (www.vector-technik.de).
Eine Übersicht über fast alle gebauten Drehmaschinen finden Sie hier: