Entdecke das Herzstück der Zeitmessung! In der faszinierenden Welt der Uhrentechnik spielen Federn eine entscheidende Rolle. Von Aufzugsfedern bis hin zu Spiralfedern beeinflussen sie die Präzision und Zuverlässigkeit mechanischer Zeitmesser. Erfahre mehr über die geheimnisvollen Materialien, Hersteller und Verfahren, die in den Werken alter und moderner Uhren verborgen liegen. Tauche ein in die Welt der Federn, die das Ticken der Zeit orchestrieren und Uhren zum Leben erwecken.
Jede mechanische, ja auch elektrische oder elektronische Uhren benötigen Federn – zumindest eine Kontaktfeder lässt sich in ihnen finden. Für den Liebhaber mechanischer Uhren ist die Kenntnis einiger Grundlagen auf dem Gebiet der Aufzugs- und Spiralfedern interessant. Schließlich lassen sich doch etliche Fehler an Uhren auf diese Energiespeicher beziehen. Ein einfaches Beispiel: Eine alte Taschen- oder Armbanduhr mit so schön anzusehender blauer Spirale gerät kurz nach einer Revision aus dem Tritt. Sie läuft wie sie will, mal vor mal nach oder nicht. Was ist passiert. Unmerklich ist diese Uhr in die Nähe eines Magnetfeldes (Lautsprecher) geraten. Die gehärtete Spirale (Kohlenstoffstahl) ist nun ihrerseits magnetisch geworden und kann deshalb nur noch schwer atmen. Sie muss entmagnetisiert werden, dann läuft wieder alles richtig.
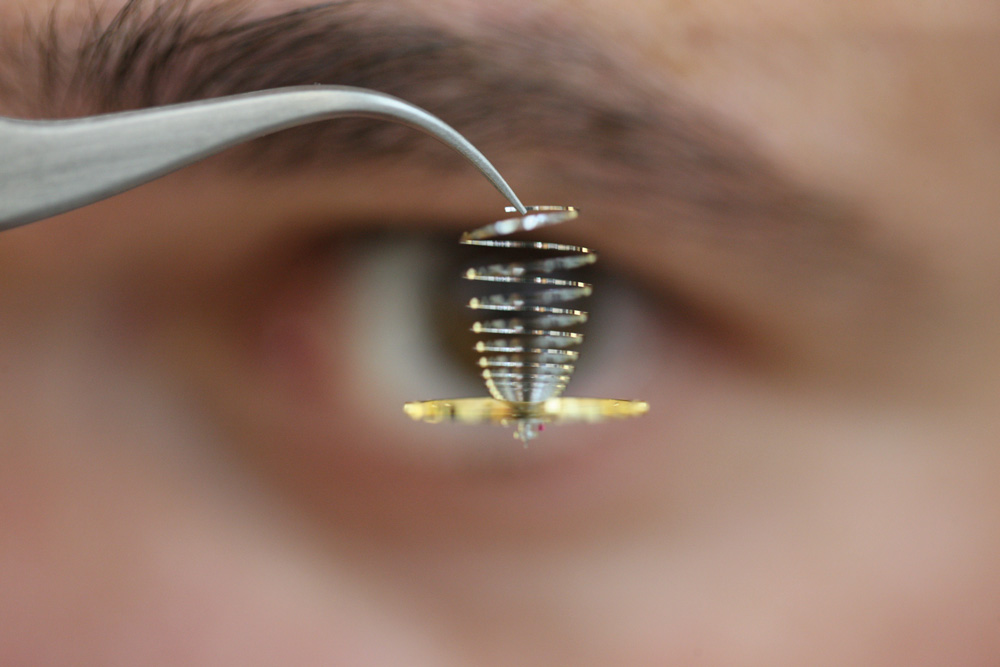
Am Anfang steht in einer mechanischen Armbanduhr immer eine Aufzugsfeder. Früher gab es hier häufig Brüche oder Ermüdung. In automatischen Uhren liegt das Problem eher in der Federaufhängung, dem Gleitzaum.
Aufzugsfedern (Trieb-, Zugfedern)
Die Triebfeder wird als Energiespeicher unter Ausnutzung der elastischen Energie eines Federwerkstoffes genutzt. Eingebracht wird diese Energie durch das Aufziehen (von Hand oder automatisch durch Schwerkrafteinfluss). Wenigstens 15–20 Jahre soll die Triebfeder ihren Dienst tun. Die erwartete Lastwechselzahl liegt zwischen 10.000 und 20.000.
Skeletiertes Werk von IWC
Bis ungefähr 1965 wurden ausschließlich C-Stahlbänder (Kohlenstoffstahl) zur Herstellung von Federn verwendet. Sie unterlagen einer hohen Bruch- und Rostgefahr. Bei dem heute eingesetzten struktur- und kaltgewalzten Materialien (Legierungen) treten solche Probleme nur noch unter sehr ungünstigen Temperatur-, Konstruktions- und Umgebungseinflüssen auf.
An eine Feder werden sehr hohe Ansprüche gestellt, welche sich zum Teil sogar widersprechen. So sollen sie klein (heute sind Klingenstärken von 0,075 mm kein Problem) sein, aber ein möglichst hohes, konstantes Drehmoment entwickeln (z. B. für Zusatzmechanismen, Module). Sie sollen Ermüdungsfrei, Bruchsicher, Knick- und Biegefest, Korrosionsbeständig, Antimagnetisch und möglichst Wartungsfrei sein. Diese Anforderungen erfüllen die heute verwendeten Federwerkstoffe – FERINOX, INOX, SPRINOX, NIVAFLEX, PHYNOX – weitgehend problemlos, wobei NIVAFLEX besonders hervorzuheben ist.
NIVAFLEX ist eine hochfeste, duktile und korrosionsbeständige Legierung auf Co-Ni-Cr-Basis, welche sich aushärten lässt. Das Zusammenspiel von hervorragendem Kaltverfestigungsvermögen, gepaart mit guter Aushärtbarkeit ergibt einen ausgesprochen zähen, ermüdungsfesten Werkstoff, Eigenschaften, die sich in einem weiten Bereich variieren lassen. NIVAFLEX® ist ein eingetragenes Warenzeichen des Institutes Straumann AG.
Nun schauen wir einmal auf die Fertigungsschritte, die zur Herstellung einer normalen Aufzugsfeder aus INOX 4310 nötig sind:
Schneiden (Band)
Kantenpolieren
Walzen
Ablängen (mit Loch)
Reinigen
Zaum (Brides) anschweißen
Federherz (Coquillon)
Einziehen in Ringe, S-Form
thermische Behandlung
Trockenschmierung (Bad, Ofen)
Einziehen in das Gehäuse (Barillet) oder Ringe
Für die NIVAFLEX-Federn unterscheiden sich die Arbeitsgänge
Draht in mehrenen Sichen (Durchgängen) flachwalzen
Kanten bearbeiten
Ablängen
weiter wie INOX 4310
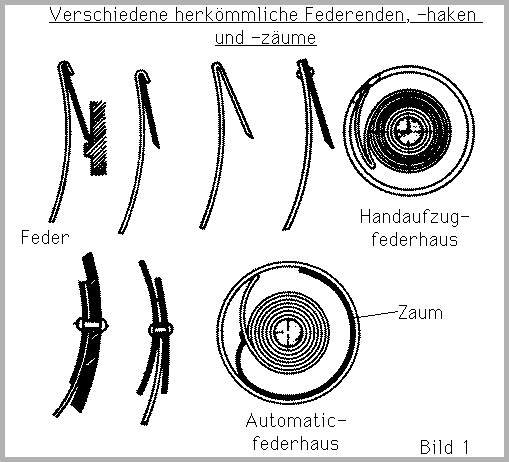
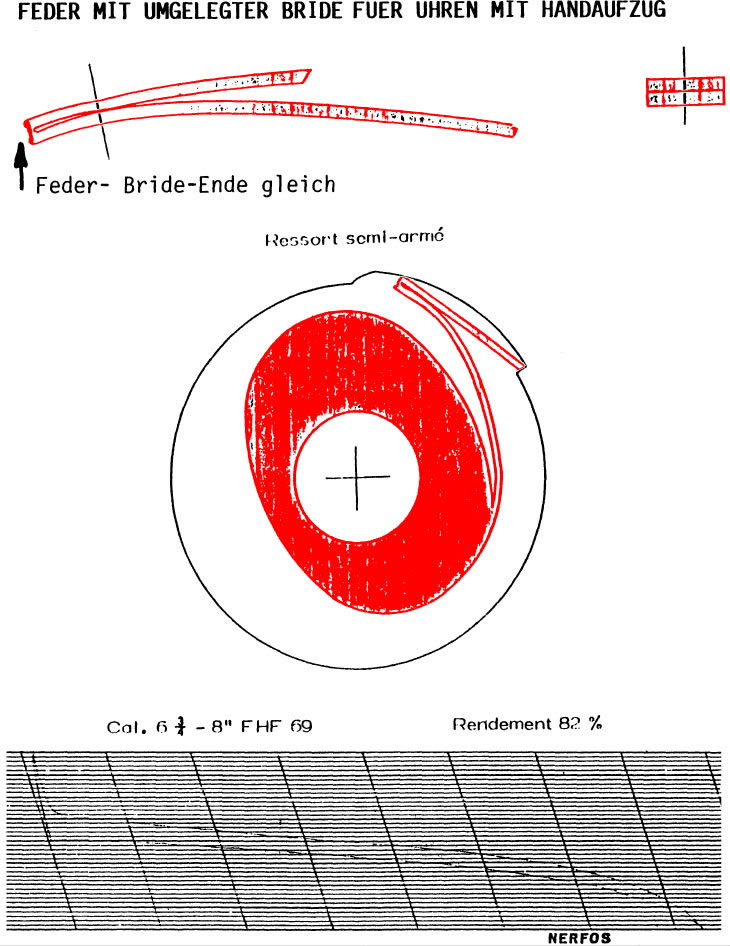
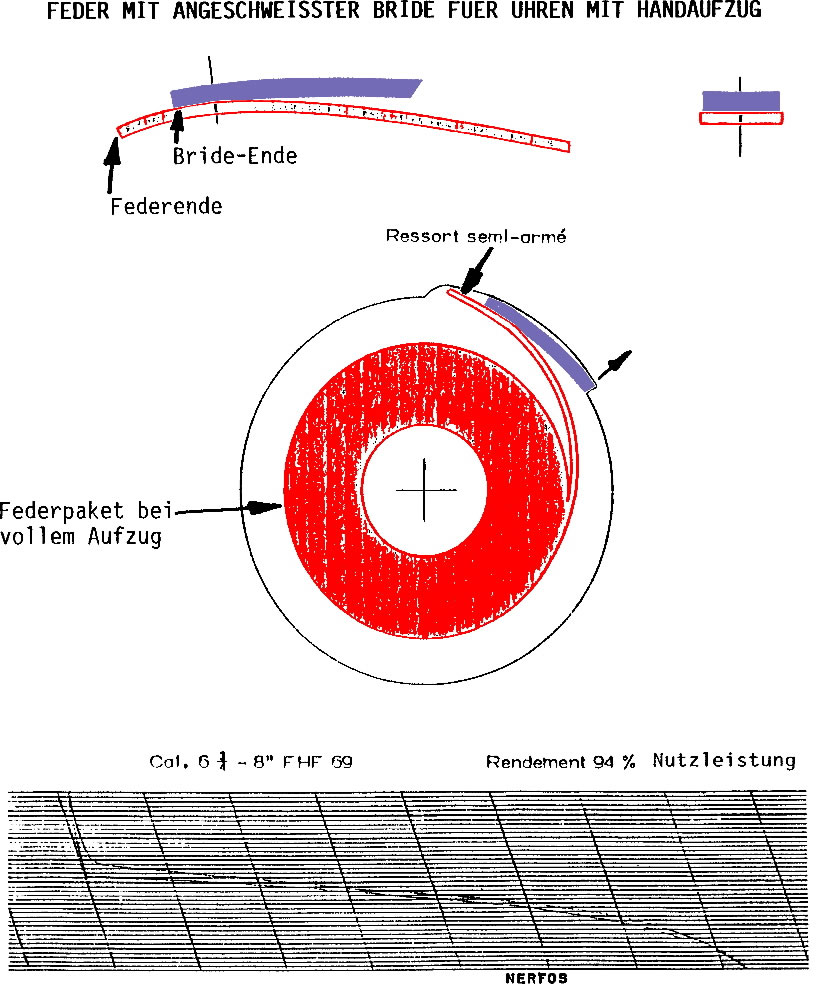
Besonders bei der Konstruktion des Federendes konnten in den letzten Jahren Fortschritte durch die Laserschweißtechnik erzielt werden (Bild 3). Der Wegfall von Niet-, Falz- und Lötverbindungen (Bild 1) brachte entscheidene Verbesserungen. Erkannt wurde auch, dass das Federende bei Handaufzugsuhren über das Bride-Ende überstehen muss (Bild 3 u. 4)). Durch eine Laserschweißung stellt dies Fertigungstechnisch kein Problem mehr dar. Die alten Konstruktionen (s. Bild 1 u. 2) finden aber noch in sehr preiswerten oder alten Werken ihre Anwendung .
Bild 1 FederhakenBild 2 Umgelegte Bride für Handaufzuguhren
Federn mit umgelegtem Bride-Ende sind weniger gut für die Abwicklung der Feder. Sie hat eine wesentlich schlechtere Nutzleistung (Rendement) als die angeschweißte Bride und kann im Federhaus anhängen.
Bild 3 angeschweißter Federhaken
Bei Handaufzuguhren gilt es zu beachten, dass das Federende ca. 3–5 mm über das Bride-Ende hinausragt. Das verhilft der Feder im vollaufgewickeltem Zustand einen sehr ruhigen Ablauf und erhöht die Nutzleistung.Außerdem wird sichergestellt, dass die Feder sicher im Gehäuse einhängt. Die Bride wird von der Feder durch die Hebelwirkung abgehoben (s. Skizze).
Bild 4 überstehendes Brideende
Weiterhin wird die Triebfeder heute immer in S-Form “vorgebogen” (s. Bild 5). Vorteile gegenüber der normalen Triebfeder gleicher Abmessung sind
wesentlich höheres Drehmoment,
gleichmäßigere Spannungsverteilung auf die gesamte Federlänge (flachere Federkennlinie, relativ konstantes Drehmoment) und
höhere Lebensdauer
Bild 5 S-Form der heutigen Aufzugfeder
Allerdings darf dabei die Feder nicht isoliert betrachtet werden, sondern immer im Zusammenhang mit dem Federhaus, -deckel und -kern. Auch hier spielen die verwendeten Werkstoffe und die Schmierung eine große Rolle.
Nun hat der Uhrenliebhaber allerdings das Problem, dass er meist nur das geschlossene Federhaus zu Gesicht bekommt und somit die Qualität der Antriebskonstruktion nicht beurteilen kann.
Anders sieht es bei der Spiralfeder aus.
Spiralfedern
Eines der wichtigsten Teile des zeitbestimmenden Unruheschwingsystems (zusammen mit der Unruhe) ist die Spirale (Unruhefeder, Spiralfeder). Dieses System muss Schwingungen von einer bestimmten Dauer möglichst konstant ausführen, damit die Uhr die Zeit richtig anzeigen kann. Andere Federformen werden hier nicht betrachtet.
An eine moderne Spirale werden hohe Anforderungen gestellt:
sie soll ermüdungsfrei arbeiten,
hochelastisch (bruchsicher) sein,
geringe Dämpfung aufweisen,
knick- und biegefest,
korrosionsbeständig sein und
antimagnetisch arbeiten.
Besondere Bedeutung haben aber noch folgende Eigenschaften:
temperaturkompensierend,
hochelastisch,
geringe Dämpfung und
anpassungsfähiger Isochronismus (Veränderung der Schwingungsdauer: soll so klein wie möglich sein). Die Ursachen für den Isochronismusfehler liegen meist beim Ansteckwinkel, bei Rund- und Flachlauffehler der Feder und in der Unwucht der Unruhe.
Unruhspirale richten
Diesen Forderungen wird z .B. der Feder-Werkstoff NIVAROX (Qualität I…V, wobei I die beste darstellt: 0…0,5 sec Abweichung in 24 Stunden bei einem Temperaturwechsel von 1º) weitgehend gerecht. Erkennen kann den Werkstoff allerdings nur der Spezialist, da die meisten Spiralwerkstoffe heute blau (I, II), braun (III) oder weiss (IV, V) aussehen. Die alte blaue Spirale in älteren Uhren bietet heute keine Vorteile mehr, sieht aber immer wieder gut aus (z. B. im Gangmodelle). NIVAROX ist eine spezielle berylliumhaltige Nickeleisenlegierung und weißt dem gehärtetem Stahl ähnliche elastische Eigenschaften auf und ist unmagnetisch. Durch besondere Temperaturbehandlung wird durch eine Kompensation von mechanischen und magnetostriktiven Spannungen der Temperaturkoeffizient verschwindend klein gehalten. Allerdings besitzt die Legierung schlechte elektrische Leitfähigkeit und lässt sich nicht löten.
Für wenig anspruchsvolle Uhren (Wecker, Kurzzeitmesser) kann auch CuSn8 verwendet werden.
Beim Ersetzen einer alten Spirale für eine Kompensationsunruh sind diese “neuen” Spiralen nicht geeignet. Hier benötigen wir eine Spirale, die die üblichen Fehler der Stahlspiralen aufweisen. Als Ersatz bietet sich dann NIVAROX C an.
Am inneren Ende muss die Spirale an der Rolle befestigt werden (innerer Ansteckpunkt). Dazu gibt es verschiedene Möglichkeiten: Nieten, Kleben (Vorteil der spannungsfreien Befestigung), Schweißen, Greiner-Virolage (kleinster Rund- und Flachlauffehler).Auch für das äussere Ende (äusserer Ansteckpunkt) gibt es viele Konstruktionen. Zwei Obergruppen seien genannt: mit und ohne Rücker.
Wie sieht nun eine korrekt eingesetzte Flach-Spirale aus?
Sie muss absolut flach liegen. Nur eine flachliegende Spirale arbeitet einwandfrei. Oft wird nähmlich die Spirale beim Ein- und Ausbau verletzt. Spirale setzen:
Sie muss auch am Unruhekloben/Spiralklötzchen und in jeder Lage parallel zum Unruhereifen liegen.
Bei stehender Unruh müssen die Spiralwindungen gleichen Abstand aufweisen.
Die Schwingung der Spirale muss konzentrisch um die Unruhewelle (wie die Wellen im Wasser, nachdem ein Stein hineingefallen ist) sein.
Alle diese Punkte muss eine neue, bzw. reparierte Uhr erfüllen. Bei gebrauchten alten Uhren ist die richtig arbeitende Spirale ein Indiz dafür, dass die nächste Reparatur nicht zu teuer wird.
Materialien für Federn; die Festigkeitswerte hängen von der Legierungszusammensetzung und von dem Grad der Kaltverformung ab. Die genauen Werkstoffzusammensetzungen sind beim Hersteller zu erfragen!
Bis ca. 1960 wurde ausschließlich Kohlenstoffstahl zur Herstellung von Aufzugfedern verwendet (Bruch- und Rostgefahr)! Danach kam dan Inox als rostfreier Chrom-Nickel-Stahl (Festigkeit: 2100–2300 N/mm2) und Inox Spezial. Für hochwertige Uhrwerke kam dann Nivaflex zur Anwendung. Alle letztgenannten Materialien sind struktur- oder kaltgewalzt und unterliegen kaum einer Materialermüdung.
2.1 Stahlfeder; Stahl hat ein raumzentriertes Gitter (E = 21.800 N/mm2); beim Walzen legt sich die Flächendiagonale der Kristallite in der Walzrichtung in die Walzebene mit E = 23.000 N/mm2;
2.1.1 Federstahl mit Kohlenstoffgehalt bis 1,2 % ergibt bei Kaltverformung Textureigenschaften (Ausrichtung beim Walzen) mit erhöhten Festigkeitswerten;
2.1.2 Silizium-Federstähle mit etwa 1–2 % Si, 0,5% C, ferner Mn, Cr;
Die Schwab-Feller AG steht seit mehr als einem Jahrhundert ganz im Zeichen der Produktion von Uhr- und Antriebsfedern. Stefan Schwab leitet das Familienunternehmen seit 2002 in fünfter Generation. 1894 von Samuel Feller in Biel gegründet, war der Betrieb kurz vor der Jahrhundertwende nach Büren an der Aare umgezogen. Sein Sohn Paul Feller übernahm die Firma 1926 und übergab sie 1946 an seinen Schwiegersohn Walter Schwab-Feller. Von 1984 bis 2002 leiteten Heidi und Klaus Schwab die Geschicke der Firma. Während dieser fünf Generationen erlebte die Schwab-Feller AG die Höhenflüge und Krisen der Uhrenindustrie hautnah mit. Auf der Internetpäsenz von Schab-Feller gibt es die Möglichkeit, sich Spiralen berechnen zu lassen!
Nivarox-FAR entstand 1984 durch die Fusion zwischen Nivarox SA und Fabriques d’Assortiments Réunis (FAR). Die Nivarox Story begann 1933 mit Perfektionierung des Herstellungsverfahrens für Spiralfedern durch Dr. Straumann in seinem Labor im schweizerischen Waldenburg. Der Firmenname FAR wurde 1932 für die Einheit gewählt, die verschiedene in der Fabrikation von Uhrenkomponenten tätige Unternehmen und Filialen in Le Locle, Schweiz, umfasste. Heute ist Nivarox-FAR der führende Schweizer Spezialist in der Produktion von Bestandteilen des Schwingsystems und der Hemmung. Die Fabrikationsanlagen liegen mitten im Land der Uhrmacher im schweizerischen Juragebirge. Das Unternehmen ist spezialisiert auf: – Hemmungsbestandteile: Anker, Hemmungsrad und Hebelstift, – Rubine zur Hebung des Ankers und Hebelstifte aus Rubin, – Bestandteile des Schwingsystems: Unruh (Gewichtchen, Schrauben, Mutter), Spiralfeder, Unruh-Spiralfeder, – Sehr kleine Drehteile (Schraube, Trieb, Ankerwelle, Spiralklötzchen, Welle), – Mikrostanzteile (Flansch), – Elektroerosion.
Aus der Uhrenindustrie kommend spezialisiert sich die Carl Haas GmbH seit mehr als 100 Jahren auf die Verarbeitung von Draht zu Präzisionsfedern. Dabei liefern sie dem Kunden alles aus einer Hand. Vom Halbzeug zum fertigen Produkt. Die Entwicklung und Anwendung neuer Technologien sowie die Erweiterung der Produktpalette gehören zu unserem Selbstverständnis. Der Einstieg in die zukunftsweisende Kunststoffverbundtechnologie und das Know-how in der Laserschweißtechnik geben uns Recht. Namhafte Kunden aus der Automobilindustrie, der Medizintechnik und der Mess- und Regeltechnik vertrauen auf unsere Kompetenz. Die gekonnte Verbindung von Tradition und Zukunft sind und bleiben das Markenzeichen von Carl Haas. Seit 2007 ist Carl Haas ein Unternehmen der KERN-LIEBERS Firmengruppe.
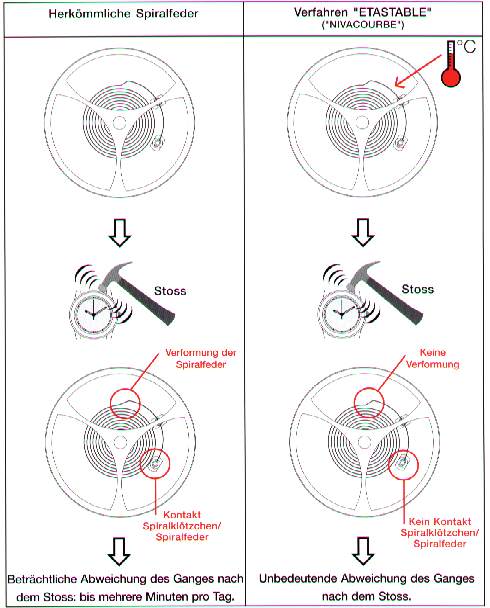
ETASTABLE Neues Verfahren für Spiralfedern bringt bedeutend höhere Stosssicherheit bei mechanischen Uhren (ETA Spez. Informationen No.33)
Ziel: Die Gangpräzision einer mechanischen Uhr hängt weitgehend von der Stabilität der Spiralfeder im Uhrwerk ab. Die Empfindlichkeit dieses Uhrenteils für Stöße ist ein Problem, das bisher nicht zufriedenstellend gelöst werden konnte. Jeder Stoß auf die Uhr kann eine dauerhafte Verformung der Endkurve der Spiralfeder bewirken. Dies hat zumeist erhebliche Störungen des Ganges und der Schwingungsweite der Unruh zur Folge und damit einen Verlust der Reguliereigenschaften.
Erfindung: Aufgrund intensiver Forschungsarbeit hat ETA ein Verfahren entwickelt, mit dem diese Schwäche behoben werden kann und für welches ein internationales Patent angemeldet wurde. Mit einer speziellen Wärmebehandlung kann die Spiralfeder in ihrer definitiven Form stoßsicher gemacht werden. Patent: Inhaber: ETA SA Fabriques d’Ebauches Nummern: 2439/97 97118332.2 Erfinder war Herr E. Favre (ETA SA)
Vorteile: Dank dieser Wärmebehandlung wird die Regulierung bedeutend stabiler gegenüber Stößen, Gangabweichungen werden wesentlich reduziert und die letzte Windung berührt das Spiralklötzchen nicht mehr. “ETASTABLE” gewährleistet eine beträchtlich höhere Zuverlässigkeit des Reguliersystems und dadurch eine bessere Qualität Ihrer mit mechanischen ETA-Uhrwerken ausgerüsteten Uhren. Ihre Kunden wiederum können von dieser Verbesserung profitieren, und Rücksendungen werden entsprechend seltener erfolgen. Diese Erfindung ist ein grosser Fortschritt für die Qualität und Zuverlässigkeit von mechanischen Uhren.
Betroffene Kaliber: Alle MECALINE-Uhrwerke (außer die Kaliber 2688 und 2846) werden auf Wunsch mit dieser Wärmelbehandlung namens “ETASTABLE” geliefert (Preiszuschlag). Beim ETA-Kundendienst sind auch regulierte Unruhen mit wärmebehandelter offener Kurve plus Spiralklötzchen erhältlich. NIVAROX-FAR SA bietet diese patentierte Behandlung ebenfalls an unter dem Namen “NIVACOURBE“.
Lieferung / Bezeichnung: ETA SA: “ETASTABLE” NIVAROX-FAR: “NIVACOURBE”
ETA SA: “ETASTABLE” NIVAROX-FAR: “NIVACOURBE”, mit freundlichen Genehmigung durch ETA, Grenchen
Hier noch ergänzende Materialien zum privaten Gebrauch: